

The Limitation of Standard V-Belts
Standard trapezoidal V-belts are reliable, proven, and cost-effective for a wide range of industrial drives. But they have structural limits that modern power transmission demands routinely exceed. When drives involve high horsepower densities, shock loads, vertical shaft geometries, compact high-speed routing, or multiple pulleys in complex layouts, a standard V-belt either can't do the job or will fail prematurely.
Two belt families solve these problems: banded V-belts and Poly-V belts. They work on fundamentally different principles and serve different application niches. Choosing between them correctly is a matter of matching the belt's structural approach to the drive's specific demands.
Banded V-Belts: Power Sharing with a Tie-Band
A banded V-belt is two or more individual V-ribs joined along their length by a single continuous tie-band across the back of the belt. The V-ribs engage the sheave grooves exactly like individual standard V-belts. The tie-band is the engineering addition—it provides structural unity that solves three problems standard V-belts can't handle.
When to Use Banded Belts
High horsepower per unit width: When a drive demands more power than a single V-rib can transmit but the drive's physical envelope doesn't allow a larger cross-section, banded multi-rib configurations concentrate multiple V-ribs into a single driven unit. The tie-band forces all ribs to share the load proportionally, preventing one rib from taking disproportionate strain.
Shock loads and pulse loads: Reciprocating compressors, rock crushers, hammer mills, and punch presses generate torque spikes that travel down the drive line. Standard V-belts can absorb some shock, but severe pulse loads cause belt turnover—where the belt rolls sideways in the groove—or individual ribs to break in rapid sequence. The tie-band in a banded belt acts as a dampener. It doesn't eliminate the shock, but it distributes it across all ribs simultaneously and prevents the lateral movement that causes turnover.
Vertical and steep-angle drives: Gravity is the enemy of standard V-belts on vertical shafts. At the bottom of the run, the slack side of the belt sits deeper in the groove on both pulleys, creating a moment that tends to flip the belt sideways. On vertical shaft drives, this is the most common cause of catastrophic belt failure. Banded belts physically cannot turnover—the tie-band locks the belt's lateral position regardless of gravity or dynamic imbalance.
Matched-set problems eliminated: In multi-belt standard V-belt drives, if the belts aren't precisely matched in length, the shortest belt takes the most load and fails first. Then the next-shortest fails, and so on. Banded belts are manufactured as a single unit—you can't have length mismatch between ribs because they're one piece.
Banded Belt Failure Modes
The tie-band is an advantage, but it's also a unique failure point.
Tie-band separation is the most serious. The bond between the individual V-ribs and the tie-band can fail under chronic overload, contamination between the band and ribs, or—in rare cases—manufacturing defects. When tie-band separation begins, one rib is suddenly doing the work of two or more. That rib heats up, wears faster, and fails rapidly. If you see a banded belt with one rib significantly more worn than the others, suspect tie-band separation and inspect the band-to-rib interface.
Excessive dynamic vibration can crack the tie-band itself. Drives with severe rotational imbalance—misaligned motor foundations, worn bearings, unbalanced fans—transmit vibration into the belt. The tie-band is designed to dampen this, but beyond a threshold, it can develop cracks along its length. Address the root cause (alignment, balancing, bearing replacement) before replacing the belt.
Rib mismatch in used sets: Unlike truly single Poly-V belts, banded belts can develop uneven rib wear even with the tie-band forcing equal load sharing. The rib surfaces wear at different rates based on groove geometry variations. When replacing a banded belt, replace both pulleys if either shows significant groove wear—running a new banded belt on a worn sheave will cause the same uneven wear pattern.
Poly-V Belts: Maximum Speed, Maximum Flexibility
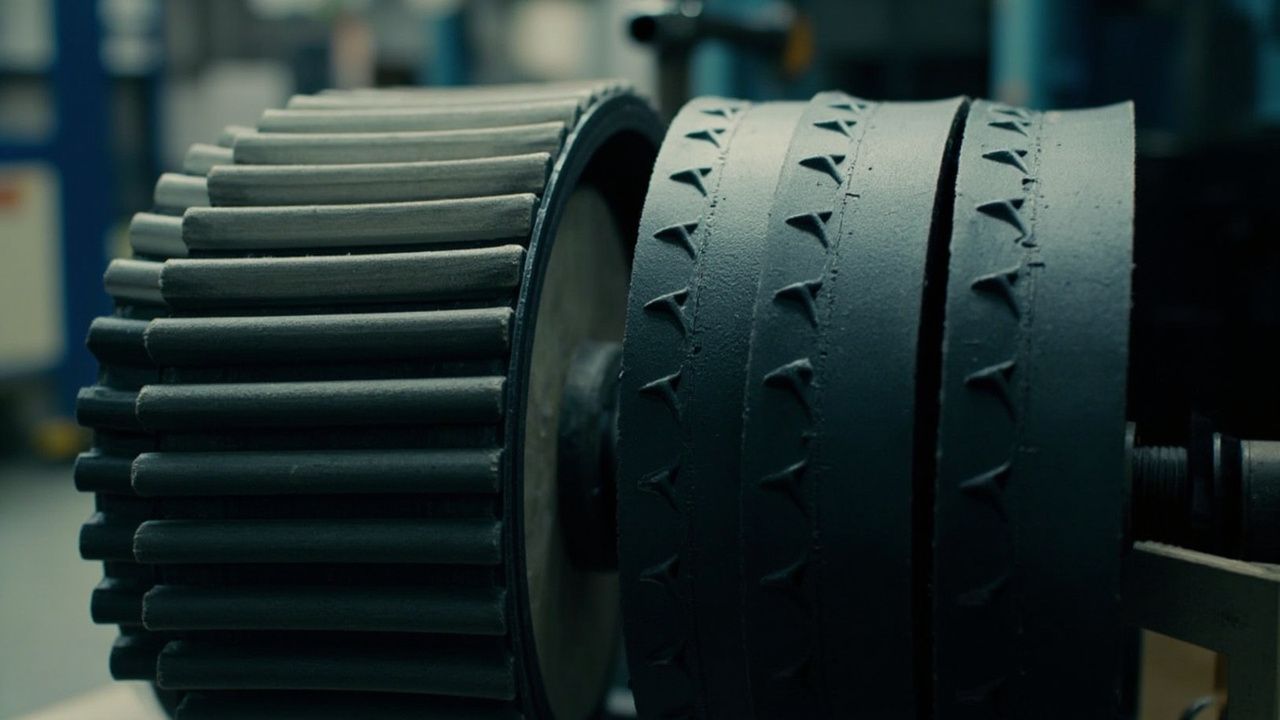
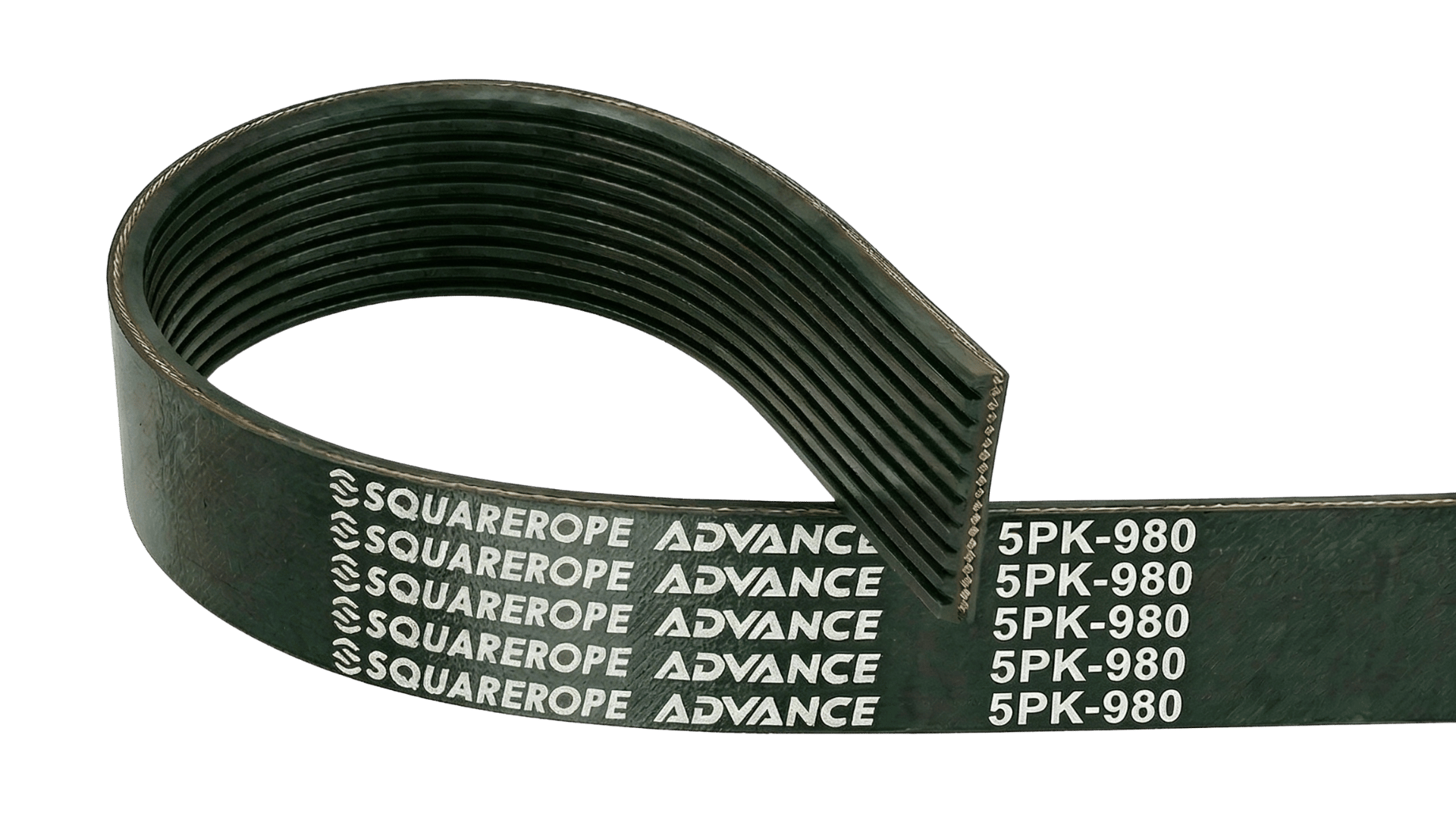
Poly-V belts—also called multi-rib, micro-V, or serpentine belts—work on a completely different principle. Instead of V-shaped cross-sections engaging V-groove sheaves, Poly-V belts have flat backs with multiple longitudinal ribs that mate with corresponding grooves in a sheave. The contact area is the rib flanks against the groove walls. Single Poly-V belts replace multi-belt V-belt sets in the same physical space.
When to Use Poly-V Belts
For high-speed drives, Poly-V belts can be a compact option because the ribbed contact pattern supports stable engagement. Use the supplier published speed limit and pulley data for the exact belt before specifying it.
Compact serpentine routing: Because the belt back is smooth and flat, Poly-V belts can run over backside idlers—pulleys that contact the back of the belt to redirect it without engaging the rib surface. This allows drives to snake through complex layouts, driving multiple pulleys from a single belt. Automotive serpentine systems are the canonical example: one belt drives the alternator, A/C compressor, water pump, and power steering pump from a single driving pulley by routing through multiple backside idlers.
Space-constrained drives: The rib geometry transmits more power per unit width than a comparably sized V-belt—up to three times the power density. In compact equipment where drive envelope is limited, a Poly-V belt can deliver the required horsepower where a standard V-belt would need a physically larger cross-section.
Noise-sensitive environments: CR/chloroprene compound Poly-V belts are significantly quieter than classical V-belts. The rubber's dampening characteristics absorb vibration that classical V-belts transmit into the surrounding structure. In HVAC equipment, commercial appliances, and office machinery, this is a primary selection criterion.
Poly-V Belt Failure Modes
Hardened and polished rib flanks: The rib surfaces become shiny and glazed when tension is incorrect—either too tight or too loose. Under-tension allows micro-slip that generates heat and polishes the rubber. Over-tension stresses the tensile cords and overheats the compound. Either way, glazed flanks reduce grip and accelerate wear. Replace the belt; you cannot restore the compound surface.
Uneven rib wear across the belt width: Some ribs are more worn than others. This points to pulley misalignment—the belt is running at an angle through the groove, loading some ribs more than others. Realign the pulleys. If the pulleys have any groove wear, replace them. Mismatched ribs in a used belt indicate the drive had misalignment that wasn't caught.
Rib cracking and separation: Cracks running along the belt length—through individual ribs—are caused by incorrect tension (usually over-tension), age hardening of the compound, or heat degradation. If a belt cracks within days of installation, the tension member was almost certainly damaged during installation—prying the belt onto the sheave with a screwdriver or rolling it incorrectly. If it cracks after extended service, it's end of life combined with heat and age.
Piece detachment / chunking from the rib surface: Pieces of rubber detaching from the rib flanks indicate advanced compound degradation—heat and age have broken down the rubber's cross-link structure. This is a pre-failure condition; the belt is liable to break at any moment. Replace immediately, check for heat sources in the drive, and consider upgrading to a premium CR/chloroprene belt with higher temperature ratings.
Damage to the flat back surface: The smooth back of a Poly-V belt is designed to run over idler pulleys without rib engagement. But if the backside idler is seized, dragging, or has a damaged surface, it will damage the belt back. The fix is to replace both the belt and the defective idler. Running a new belt on a bad idler is a likely repeat failure.
Choosing Between Banded and Poly-V
The decision isn't always obvious. Here's a practical framework:
| Requirement | Belt Type | |---|---| | Very high horsepower in narrow width | Banded multi-rib | | Shock loads, pulse loads | Banded | | Vertical shaft | Banded (or hex belt) | | High speed, complex routing, compact space | Poly-V | | Automotive / HVAC serpentine | Poly-V | | Backside idler routing required | Poly-V | | Moderate speed, standard geometry | Standard V-belt may suffice |
One common mistake: using a banded belt in an application where a Poly-V would be more appropriate, or vice versa. A banded belt on a high-speed serpentine drive wastes the cost of the tie-band—the high speed and routing complexity favor Poly-V's smooth-back design. A Poly-V belt on a severe shock load drive risks rib cracking under pulse loading—a banded belt's tie-band dampening would be more appropriate.
Quality belt manufacturers produce both banded V-belts and Poly-V belts in CR/chloroprene compounds for industrial and agricultural applications. The banded range handles high-torque, high-shock industrial drives. The Poly-V range targets compact high-speed applications. When in doubt, consult your distributor's application engineering team with the drive parameters — horsepower, speed, sheave diameters, shock load profile, and routing geometry — to confirm the correct specification.
Key Takeaway
When should you use a banded belt or a Poly-V belt?
Choose banded belts for shock, vibration, and turnover risk; choose Poly-V belts for compact, high-speed, multi-rib, or serpentine layouts.
Need help matching the right belt? Review Banded Belt and Multi-Ribbed Belt, or contact SQUAREROPE for application support.